

新闻动态
分子筛脱水装置在天然气/煤层气,产业中的优化与应用
责任编辑:作者:admin人气:1802 发表时间:2021-04-13
摘要:分子筛脱水技术及装置广泛应用于压缩空气及各种工艺气体的深度干燥之用途。随着天然气/煤层气产业的发展,这一传统技术在系统配置、工艺流程、产品结构等方面得到进一步的优化和改善,本文将通过实际案例给予分析和介绍。
关键词:天然气 煤层气 干燥 分子筛
1、 CNG加气站

压缩天然气加气站是分子筛脱水撬应用量最大的场合,也是其四大关键设备(压缩机、脱水装置、贮气罐/井、售气机)之一,目前常用的工艺流程有三种,分别为:
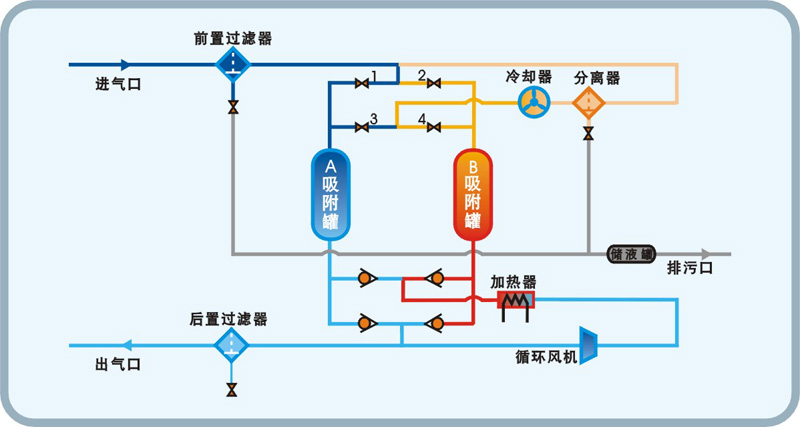
低压前置减压再生流程(图1),低中压前置等压再生零排放流程(图2)和高压后置流程(图3)。前两种流程工作压力为管网压力,脱水撬位于压缩机之前(也有少数配置在压缩机级间,如一级或二级缸之后,由此提高了脱水撬的工作压力,可有效降低设备体积和再生能耗,在低压如管网压力小于0.2MPa时尤为显著。)。后一种配置在压缩机之后,工作压力为25MPa,这三种流程的特点及适用场合见下表:
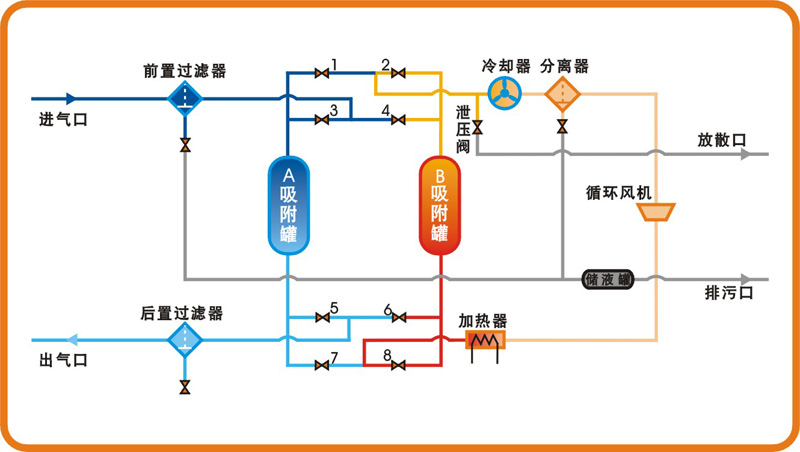
图 1


图2

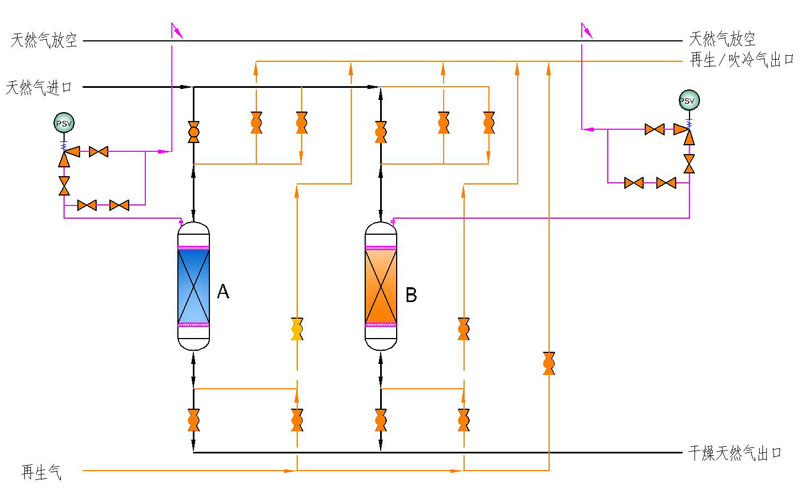
图3
 三种流程的经济技术比较表:
三种流程的经济技术比较表: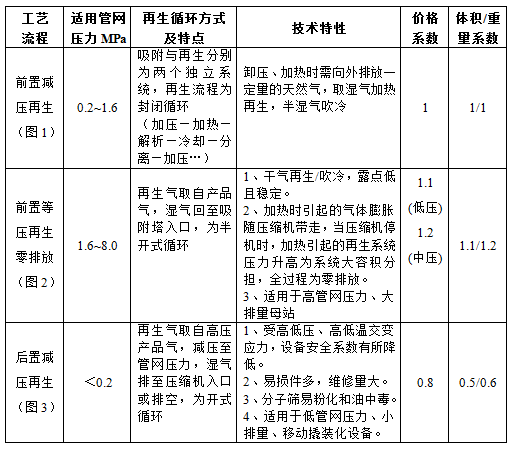
另从下列“产品气水分压计算公式”中还可以看出:
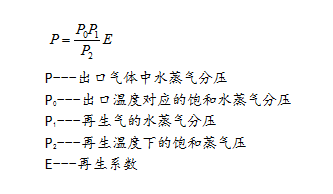
图2流程中,由于再生气为干气,P1值大幅下降,在获得同样的露点指标条件下,可适当降低加热温度(P2)。实际工况中减压再生需200℃~220℃,等压再生一般设定为180℃~200℃,此工况下切换阀门可采用软密封,其密封性能、工作寿命及价格均得到优化。该流程具有良好综合技术优势,是目前国际上最具竞争力的一种再生流程。
2、油田伴生气/火炬气回收利用
2.1脱烃或管网直输 除采用上述三种流程外,还可采用无循环增压机的射流泵零排放工艺流程(图4),这种流程尤其适用于中高压、大流量、连续性生产工况。该项零排放技术在工艺气、高压、无需动力源三个方向取得重大突破,并已在塔里木油田投运。
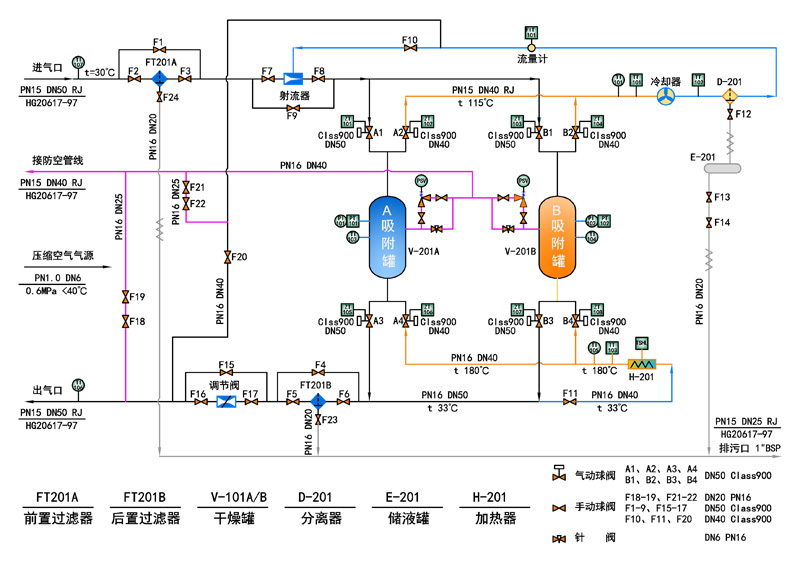

图4
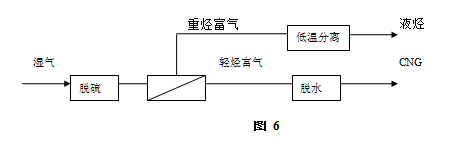
对于含重烃量较大的天然气可采用传统全流量冷冻分离C2+以上重烃(图5),也可采用溶解膜收烃(提高重烃浓度),部分流量低温分离重烃(图6)。
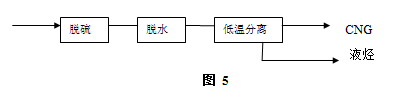

图6所示流程尤其适用于缺电、缺水如沙漠、海上钻井平台等需要高度节电-节水和小型撬装化的场合。

2.3 LNG脱水工艺流程(图7 )
从前述“产品气水分压计算公式”中也可以看到,为获得LNG工艺所需超低露点(含水量)的方法不外乎三点:
(1) 提高再生温度至280℃以上;
(2) 降低再生气露点(含水量),如采用液化天然气的沸腾气;
(3) 确保进入干燥塔的气体温度处于较低温度。
所以LNG不宜采用CNG加气站常用的循环再生工艺流程,为获取超低露点可采用全开式循环,最大限度利用超干燥再生气并将再生气排至辅属燃气系统。
4、煤层气:

早期的富气(CH4≥95%)多采用高压后置流程,其主要原因是由于管网压力偏低,若采用前置脱水,设备过于庞大,但在实际应用中,不仅干燥效果不佳,且压缩机故障率甚高,其重要原因之一是忽略气体含水量偏大(几乎处于湿饱和状态)。
现更多项目采用了前置脱水方案,为避免低压时设备庞大之缺点,一般宜采用两种措施,即加压和冷冻除水(图8)。


即为前置脱水装置创造0.3~0.7MPa的工作压力和10℃较低吸附温度,可使干燥器的体积和运行成本大幅度下降。低压机可采用活塞或螺杆式,二次冷却可采用工业冷水机组提供冷源,北方冬季亦可采用风冷却器。降低干燥器的气体温度即降低了产品气水分压计算公式的P0,因为气体温度每提高10℃,饱和含水量几乎增加一倍,吸附剂装填量也要增加一倍,对于大型设备尤其要考虑进气含水量这一重大影响因素。
结束语:分子筛脱水装置为天然气/煤层气开采、集输和利用过程提供干燥气源,同时又因其所处理气体的组份、工况、用途不同,派生出多种工艺流程及相关配置、结构。在具体选型设计时,需做仔细的经济技术比较,包括前期投资和后期运行费用以求获得安全、可靠和最佳综合经济效益。
上一篇:新一代空压系统节能技术突显成效
下一篇:西安超滤——科技创新求企业发展